 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


محصولات
- قالب لوازم خانگی بزرگ
- قالب لوازم خانگی کوچک
- قالب پلاستیکی قطعات خانگی
- قالب تجهیزات پزشکی پلاستیک
- قالب لوازم اداری پلاستیکی
- قالب پلاستیکی قطعات خودرو
- قالب پلاستیکی قطعات موتور سیکلت
- قالب محصولات حیوان خانگی
- قالب پلاستیک صندلی
- قالب قطعات صنعتی پلاستیک
- قالب تزریق جعبه پلاستیکی
- قالب محصولات پلاستیکی بچه
- قالب پلاستیکی دیوار نازک
- قالب PET Preform And Cap
- قالب اتصالات لوله پلاستیکی
- محصولات پلاستیکی
- قالب های دیگر








قالب پوسته تهویه مطبوع متحرک پلاستیکی
به عنوان تولید کننده حرفه ای، ما می خواهیم قالب پوسته تهویه مطبوع متحرک پلاستیکی با کیفیت بالا را به شما ارائه دهیم. و ما بهترین خدمات پس از فروش و تحویل به موقع را به شما ارائه خواهیم داد. ما یک تولید کننده قالب پوسته هوا متحرک پلاستیکی چینی هستیم، اگر می خواهید بیشتر بدانید، می توانید با ما تماس بگیرید.
OEM تهویه مطبوع Housing Mold، چین تولید کننده قالب تهویه مطبوع!
OEM تهویه مطبوع Housing Mold، چین تولید کننده قالب تهویه مطبوع!
ارسال استعلام
توضیحات محصول
به عنوان تولید کننده حرفه ای، ما می خواهیم قالب پوسته تهویه مطبوع متحرک پلاستیکی با کیفیت بالا را به شما ارائه دهیم. و ما بهترین خدمات پس از فروش و تحویل به موقع را به شما ارائه خواهیم داد.
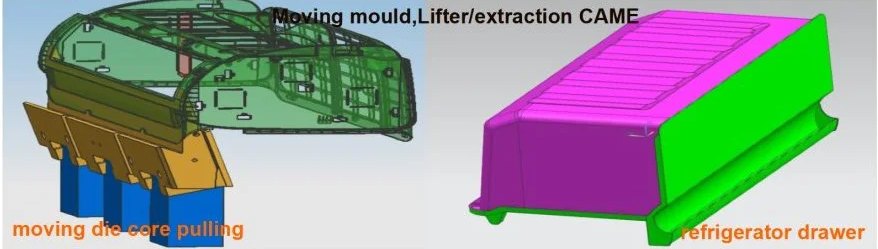
قالب پوسته تهویه مطبوع متحرک پلاستیکی
رزین پلاستیک: ABS
ابعاد قالب (mm): 1700*980*1140
وزن قالب (T): 14T
فولاد حفره قالب: 1.2083
فولاد هسته قالب: 1.2344
زمان چرخه: 120 س
زمان ساخت (روز): 75 روز
عمر قالب:≥500000 شات
نوع اتصال دهنده خط خنک کننده: کوپلینگ سریع DME NS350 SERIES، طراحی سیستم خنک کننده عالی، طراحی خنک کننده تا حد امکان به بهترین شکل ممکن خنک می شود.
قالب پوسته تهویه مطبوع متحرک پلاستیکیجریان
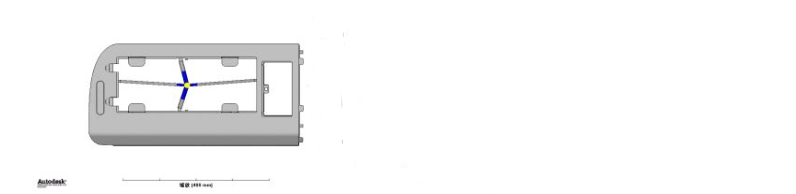
برای قالب های بزرگ، مانند قالب قطعات خودرو، می توانیم قبل از شروع کار، تجزیه و تحلیل جریان قالب را انجام دهیم.
پس از تجزیه و تحلیل جریان قالب، دریچه ها و ساختارهای تزریق قالب را تعیین می کنیم.
بنابراین، قالب ها را می توان با موفقیت و روان به پایان رساند.
مزایای Aoxu چیست؟
تیم طراحی و ساخت
ما فقط خدمات قالب گیری تزریقی را ارائه نمی دهیم، بلکه تیم طراحی و خدمات تولیدی همه کاره را ارائه می دهیم. ما می توانیم به شما کمک کنیم تا یک قطعه نمونه بسازید، طراحی خود را اصلاح کنید، رزین پلاستیکی مناسب را برای نیازهای خود انتخاب کنید، و قالب ها و محصولات خود را بسازید - همه در یک مرکز!
این باعث صرفه جویی در وقت و هزینه شما می شود، زیرا نیازی به همکاری با اشخاص ثالث دیگر برای ساخت اجزای خود نیست. ما میتوانیم کل فرآیند را در داخل کارخانه خود انجام دهیم و اطمینان حاصل کنیم که قطعات قالبگیری پلاستیکی مورد نیاز خود را به سرعت و با هزینه کم دریافت میکنید.
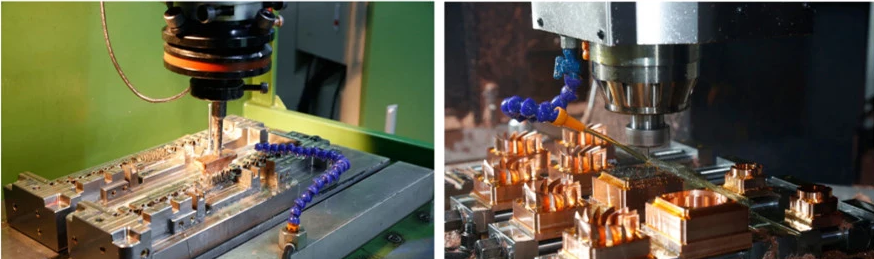
ماشین های پیشرفته حرفه ای
ما روی جدیدترین ماشینهای قالبگیری تزریقی مدرن سرمایهگذاری زیادی کردهایم. ماشینهای قالبگیری تزریقی ما نتایج ثابتتری و راندمان بالاتر - با هزینه کمتر ارائه میدهند
ما این پس انداز را به مشتریان خود منتقل می کنیم و به آنها اجازه می دهیم پلاستیک را با تزریق پلاستیک تهیه کنند
فناوری قالب هوم - ساخت مستقیم شما
برخلاف برخی شرکتهای دیگر، ما یک واسطه نیستیم. ما قطعات شما را با سایر سازندگان شخص ثالث قرارداد نمیبندیم و سود خود را کاهش میدهیم
در عوض، ما هر مرحله از فرآیند تولید را در داخل اداره می کنیم. با انجام این کار، ما می توانیم اطمینان حاصل کنیم که کیفیت محصول شما کاملاً عالی است - و خطر قطعات معیوب یا قالب گیری نامناسب را به حداقل برسانیم. این به نوبه خود باعث صرفه جویی در زمان و هزینه شما می شود.
سوال رایج در مورد قالب برای قاب کولر گازی
س: علل و راهحلهایی برای فرزهای محصول (فلاش) که در اولین راهاندازی دستگاه تزریق ایجاد میشود، و همچنین پر کردن ناقص پس از مدتی تولید:
پاسخ: هنگامی که دستگاه برای اولین بار شروع به کار می کند، ذوب شدن در بشکه دستگاه تزریق به لطف دوره گرمایش طولانی تر، به آرامی با چسبندگی کمتری جریان می یابد، بنابراین فریزهای محصول معمولاً رخ می دهد. پس از مدتی تولید، از آنجایی که ذوب به طور مداوم گرما را از بین می برد، محصول به دلیل چسبندگی زیاد و نقدینگی ضعیف به طور کامل تزریق نمی شود. این مشکل با افزایش تدریجی دمای بشکه پس از مدتی تولید قابل حل است.
س: در فرآیند تولید، محصول را نمی توان به طور کامل تزریق کرد، حتی افزایش فشار و سرعت تزریق گاهی اوقات کار نمی کند. چرا و چگونه آن را حل کنیم:
پاسخ: در فرآیند تولید، ذوب به طور مداوم گرما را از بین می برد، بنابراین محصول به دلیل چسبندگی زیاد و نقدینگی ضعیف به طور کامل تزریق نمی شود. این مشکل با افزایش دمای بشکه دستگاه تزریق قابل حل است.
س: علل و راه حل های بیضی شدن محصول:
پاسخ: بیضی شدن محصول به این دلیل است که ذوب به طور یکنواخت تغذیه نمی شود و باعث فشار ناهموار بر محیط محصول می شود و در نتیجه آن را بیضی می کند. روش تزریق 3 نقطه ای را می توان برای تغذیه یکنواخت تطبیق داد.
با من تماس بگیر
تگ های داغ: قالب پوسته تهویه مطبوع متحرک پلاستیکی، چین، سفارشی، کیفیت، مد، سبک جدید، فروش داغ، محبوب، ارزان، خرید، آخرین فروش، عمده فروشی، جدیدترین، قیمت پایین، کارخانه، ساخت چین، قیمت، تولید کنندگان، تامین کنندگان، نصب شده ، ODM، تحویل به موقع، نمونه رایگان
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.








X
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی